Tempe Bell Butte Water Storage Tank Rehabilitation
Restoring an icon.
Written by: Jesse Udall, PE | Susanna Mabery

Introduction
Between 1950 to 1970 the City of Tempe (City) began to experience significant population growth. The City constructed four welded steel potable water tanks to meet the increased demand for water. Potable water storage tanks provide value to municipalities as they present a buffer between water production and consumption, offering operational flexibility, and the ability to meet peak demands for water use.
The tanks are located within a preserve, sitting on top of three different buttes, Hayden Butte, Bell Butte, and Papago Butte. The area holds cultural significance to many stakeholders, including the Salt River Pima-Maricopa Indian Community (SRPMIC). Historical records show that the ancient Hohokam people were the first to inhabit the area surrounding the preserve and archeological artifacts have been found on the buttes. As descendants of the Hohokam, the SRPMIC recognize this area as a cultural landmark.
A unique feature of the four tanks is their elevated location. The elevation creates the necessary pressure for the water distribution system when the tanks are filled. The designers and the City had the forethought to consider efficiency and demand for pumping water into the tanks and then letting gravity distribute the water out of the tanks. Water is supplied by the Johnny G. Martinez Water Treatment Plant and the South Tempe Water Plant. The tanks are typically filled during the night-time hours, when electrical and water demands are lower, through a 24-inch watermain from the water treatment plants. Operating the inlet and outlet flow in this manner is both energy and cost efficient.
Preservation of water tanks, through routine inspection and maintenance, is necessary to avoid unexpected failure and potential costly repairs. In 2012 the tanks underwent a routine asset preservation assessment that identified various improvements that needed to be made. The 2012 assessment observed that all piping and valves appeared to be original to the tank installation and had reached their service life.

Dibble was awarded a contract in 2015 to begin the Tank Rehabilitation Program. The rehabilitation of the Bell Butte tank quickly became a high-profile project that presented many unique challenges.
Bell Butte Water Storage Tank
Perched atop the Bell Butte, the water tank is located east of Interstate 10 and south of Broadway Road, and is visible from below. Original tank construction dates to around 1964. The tank is 30 feet tall with a 108-foot diameter and has a 2-million-gallon capacity. No records were found documenting the last occurrence of any rehabilitation efforts performed on this tank.

The City monitors levels of Trihalomethanes (THM’s) in the water and asked Dibble to design a system that would reduce THM levels. THM’s are a family of chemical compound by-products that are formed during the disinfection process when chlorine is combined with naturally occurring organic and inorganic matter in water. The Environmental Protection Agency (EPA) has established allowable limits for THM’s, as high levels can potentially cause health issues. A process to address the THM levels was included in the rehabilitation plan.
The project objectives for the Bell Butte tank included:
- Rehabilitation to bring the tank up to the current American Water Works Association (AWWA) D100 standard
- Extend the tank’s life span for another 20-years, minimum
- Improve water circulation, reduce water age, and lower total trihalomethanes (TTHM’s)
- Provide improved operational flexibility
Due to the cultural sensitivities of Bell Butte, the rehabilitation effort involved SRPMIC on site specific issues.
Method
Dibble developed preliminary rehabilitation design plans for the Bell Butte tank. A structural assessment of the tank interior needed to be performed before the design plans could be finalized. All team members understood that the assessment would indicate needed structural repairs and would require field directives during the construction phase. The assessment could not be completed before rehabilitation began because the tanks were still in operation and full of water.
Tank Dewatering
The tank was dewatered for the structural assessment. Water was drained through a 6-inch drain gate valve, initially into a concrete drain basin, and then through an 18-inch corrugated metal pipe (CMP) down the butte slope. The water flowed through an open/natural channel down to Broadway Road. After the initial dewatering, the existing isolation valves exhibited significant flow-by, refilling the tank, and needed to be examined to determine how to proceed.


During the second dewatering, the CMP experienced a major failure. Due to the butte’s steep slopes, this failure caused a portion of the butte to slough down and block the access road, exposing a section of the existing pipe, and revealing a pipe full of holes from corrosion. This failure created an unexpected challenge to the rehabilitation process.
Tank Structural Assessment
Dibble conducted the visual structural assessment of the tank, revealing multiple existing conditions that would require rehabilitation to extend the useful life of the storage tank. Some of the tank’s roof rafters, composed of steel channels and extending radially, were buckled and twisted. The team found missing bolts and roof rafters that were misaligned from their steel angled connection plates. An additional structural concern consisted of an intermediate steel I-beam, which supported one end of the inner and outer radial roof rafters, bending about its weak axis. Six steel columns, each with a steel cap plate, support the intermediate I-beams. Steel cap plates were welded to the top of each column. None of the steel columns exhibited enough corrosion to warrant replacement.
Phoenix National Laboratories (PNL) visually inspected and performed non-destructive testing on the steel roof, shell, and floor plates. Fortunately, ultrasonic thickness measurements from the testing indicated that the roof and shell plates remained in good condition. The testing of the floor plates revealed a contrasting story with variation in the thickness of the floor plates; some areas experienced 25 to 50 percent section loss. Without proper repair, these areas could experience failure in the form of leaks and corrosion. Additionally, most steel framing members exhibited minor to moderate surface corrosion, and inside the tanks, most of the rafter to girder and rafter to shell clip connections showed severe corrosion.
Plan of Action and Installation
The City contracted with PCL Construction utilizing the construction manager at risk (CMAR) procurement methodology for executing the construction phase of the project.
Drainpipe Improvements
The failure of the drainpipe during the dewatering process resulted in the need to add the rehabilitation of this pipeline to the project tasks. Collaboration between the City, PCL, and Dibble on a cost-effective, long-term repair became a top priority, and several possible solutions were considered. The existing drainpipe was repaired and lined with a Cured In-Place Pipe (CIPP) method by the subcontractor NuFlow, a company specializing in trenchless pipe repair. The butte slope was also restored and stabilized. SRPMIC representatives assisted in all aesthetic and culturally sensitive decisions regarding the site and its repairs. The shotcrete used to reinforce the slope was tinted to an SRPMIC approved color to blend with the surrounding environment.
The failure of the drainpipe and butte slope indicated that dewatering the tank using the existing drain was not the ideal approach. Dibble developed a design to add a butterfly valve and vault to the 24-inch water main, with bypass piping and a hydrant for planned tank dewatering, which could be discharged into a nearby Arizona Department of Transportation (ADOT) storm drain. The addition of this valve gives the City the flexibility to isolate and drain the tank from the base of the butte and perform other operational and testing tasks in the future.
Structural Rehabilitation
The structural rehabilitation of the tank covered several items discovered during the initial assessment. Once PCL and MMI, a subcontractor with expertise in tank and industrial services, entered the tank to begin work, they discovered corrosion of the roof framing system to be more extensive than originally anticipated. The team took measures to correct the deficiencies, including replacing all roof rafters and one girder, and replacing the bent steel plate connections with properly designed plates. To provide the rafters with additional lateral stability, the contractor installed midspan, lateral bracing for all inner radial rafters. All steel beams that exhibited weak axis bending or buckling were replaced with equivalent sections. Steel floor plates showing more than 25 percent section loss were patched with a ¼-inch thick steel plate with a filet weld.


During construction, MMI observed a severely corroded dollar plate that would require replacement. An innovative design option presented by MMI was to use a halo support structure to replace the damaged dollar plate. The halo structure is advantageous to the design as it improves the air flow in the tank and reduces the surface area for potential corrosion. It also provides another access point for inspection.


For the final touches on the tank interior, PCL’s team cleaned all existing paint and surface corrosion with an abrasive media, through blasting, and then recoated. All bolts, nuts, and washers were eliminated, and connections were seal welded and coated along with the rest of the interior of the tank.
The portion of the tank that is submerged below water was lined with a polyurethane based liner. This type of liner offers superior longevity as the life expectancy is approximately double that of epoxy. It also emits zero VOCs, has higher wear resistance, is more flexible, and has a faster curing time, allowing the tank to be returned to service sooner. In addition, SRPMIC and the City selected a brown epoxy paint (tan bark) for the exterior of the new tank, ensuring that the color would complement the surrounding butte.
Piping Improvements
All above grade mechanical piping and valving was replaced with modern pipe and valves meeting current AWWA and ANSI standards.


A new dedicated 12-inch inlet was integrated into the design. The inlet pipe provides several advantages to the tank: first it is angled upward, creating an increased flow velocity to mitigate stratification of the water and second to improve water mixing in the tank.

THM Removal
A THM removal system was designed to keep THM levels within the EPA guidelines, and will allow the City to continue to supply safe drinking water. First Dibble installed a Medora (now part of Ixom) GridBee SN15 In-Tank Spray Aeration System, which are designed for potable storage tank applications. The full treatment system includes a 15 horsepower (HP) aerator, a 3 HP ground mounted blower, and a 1 HP in-tank mixer.
The removal system components were designed for maximum efficiency. The aerator removes THMs through a process known as spray aeration volatilization. Through aeration, the water is broken into tiny droplets that are exposed into the atmosphere and THMs present are evaporated. Due to the size of aerator system, 15 HP, it reduces the size of the water droplets and thus increases its efficiency at reducing THM levels. Once the THMs have been evaporated into the air inside the tank, that air needs to be pushed from the tank interior to prevent the THMs for resettling into the water. The blower forces filtered fresh air into the tank creating a vacuum type condition. This pushes the THM air out through the tank ventilation. To ensure proper ventilation was able for the THM system, Dibble included additional roof vents. An in-tank mixer was added to the tank floor to improve the water circulation, which helps to reduce the water age and improves the THM removal efficiency.
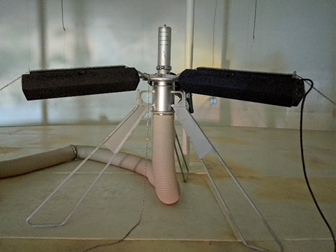
Aerator 
Blower 
Mixer 
Ducting
Conclusion
The tank was rehabilitated to meet the AWWA D100 standard and the THM removal system is effectively removing harmful THMs from the storage tanks. The rehabilitation and improvements will extend the life of the water tank by at least 20 years, allowing the City to continue to provide safe and reliable water for its communities.

Markets Mentioned
Water+Wastewater
Services Mentioned
Water+Wastewater
This Case Study PDF
Project Engineer

Project Details
Project
Tempe Bell Butte Water Storage Tank Rehabilitation
Location
Tempe, AZ
Market
Water+Wastewater
Owner
City of Tempe
Engineer
Dibble
Contractor
PCL Construction
Delivery Method
Construction Manager at Risk